ਛੋਟਾ ਵਰਣਨ:
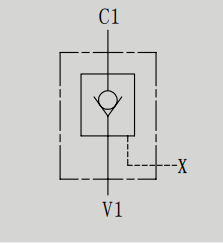
ਜਦੋਂ V1 'ਤੇ ਦਬਾਅ ਸਪਰਿੰਗ ਬਾਈਸ ਪ੍ਰੈਸ਼ਰ ਤੋਂ ਉੱਪਰ ਉੱਠਦਾ ਹੈ ਅਤੇ ਪੌਪੇਟ ਨੂੰ ਇਸਦੀ ਸੀਟ ਤੋਂ ਧੱਕਿਆ ਜਾਂਦਾ ਹੈ ਤਾਂ ਵਹਾਅ ਨੂੰ V1 ਤੋਂ C1 ਤੱਕ ਜਾਣ ਦੀ ਇਜਾਜ਼ਤ ਹੁੰਦੀ ਹੈ। ਵਾਲਵ ਆਮ ਤੌਰ 'ਤੇ C1 ਤੋਂ V1 ਤੱਕ ਬੰਦ (ਚੈੱਕ ਕੀਤਾ ਜਾਂਦਾ ਹੈ); ਜਦੋਂ X ਪੋਰਟ 'ਤੇ ਲੋੜੀਂਦਾ ਪਾਇਲਟ ਪ੍ਰੈਸ਼ਰ ਮੌਜੂਦ ਹੁੰਦਾ ਹੈ, ਤਾਂ ਪਾਇਲਟ ਪਿਸਟਨ ਪੌਪੇਟ ਨੂੰ ਇਸਦੀ ਸੀਟ ਤੋਂ ਧੱਕਣ ਲਈ ਕੰਮ ਕਰਦਾ ਹੈ ਅਤੇ C1 ਤੋਂ V1 ਤੱਕ ਵਹਾਅ ਦੀ ਇਜਾਜ਼ਤ ਹੁੰਦੀ ਹੈ। ਸ਼ੁੱਧਤਾ ਮਸ਼ੀਨਿੰਗ ਅਤੇ ਸਖ਼ਤ ਕਰਨ ਦੀਆਂ ਪ੍ਰਕਿਰਿਆਵਾਂ ਚੈੱਕ ਕੀਤੀ ਸਥਿਤੀ ਵਿੱਚ ਲਗਭਗ ਲੀਕ-ਮੁਕਤ ਪ੍ਰਦਰਸ਼ਨ ਦੀ ਆਗਿਆ ਦਿੰਦੀਆਂ ਹਨ।
ਜਦੋਂ V1 'ਤੇ ਦਬਾਅ ਸਪਰਿੰਗ ਬਾਈਸ ਪ੍ਰੈਸ਼ਰ ਤੋਂ ਉੱਪਰ ਉੱਠਦਾ ਹੈ ਅਤੇ ਪੌਪੇਟ ਨੂੰ ਇਸਦੀ ਸੀਟ ਤੋਂ ਧੱਕਿਆ ਜਾਂਦਾ ਹੈ ਤਾਂ ਵਹਾਅ ਨੂੰ V1 ਤੋਂ C1 ਤੱਕ ਜਾਣ ਦੀ ਇਜਾਜ਼ਤ ਹੁੰਦੀ ਹੈ। ਵਾਲਵ ਆਮ ਤੌਰ 'ਤੇ C1 ਤੋਂ V1 ਤੱਕ ਬੰਦ (ਚੈੱਕ ਕੀਤਾ ਜਾਂਦਾ ਹੈ); ਜਦੋਂ X ਪੋਰਟ 'ਤੇ ਲੋੜੀਂਦਾ ਪਾਇਲਟ ਪ੍ਰੈਸ਼ਰ ਮੌਜੂਦ ਹੁੰਦਾ ਹੈ, ਤਾਂ ਪਾਇਲਟ ਪਿਸਟਨ ਪੌਪੇਟ ਨੂੰ ਇਸਦੀ ਸੀਟ ਤੋਂ ਧੱਕਣ ਲਈ ਕੰਮ ਕਰਦਾ ਹੈ ਅਤੇ C1 ਤੋਂ V1 ਤੱਕ ਵਹਾਅ ਦੀ ਇਜਾਜ਼ਤ ਹੁੰਦੀ ਹੈ। ਸ਼ੁੱਧਤਾ ਮਸ਼ੀਨਿੰਗ ਅਤੇ ਸਖ਼ਤ ਕਰਨ ਦੀਆਂ ਪ੍ਰਕਿਰਿਆਵਾਂ ਚੈੱਕ ਕੀਤੀ ਸਥਿਤੀ ਵਿੱਚ ਲਗਭਗ ਲੀਕ-ਮੁਕਤ ਪ੍ਰਦਰਸ਼ਨ ਦੀ ਆਗਿਆ ਦਿੰਦੀਆਂ ਹਨ।
ਤਕਨੀਕੀ ਡੇਟਾ
| ਮਾਡਲ | ਐਚਪੀਐਲਕੇ-1/4-20 | ਐਚਪੀਐਲਕੇ-3/8-35 | ਐਚਪੀਐਲਕੇ-1/2-50 | ਐਚਪੀਐਲਕੇ-3/4-100 | ਐਚਪੀਐਲਕੇ-1-150 |
| ਵੱਧ ਤੋਂ ਵੱਧ ਪ੍ਰਵਾਹ ਦਰ (L/ਮਿੰਟ) | 20 | 35 | 50 | 100 | 150 |
| ਵੱਧ ਤੋਂ ਵੱਧ ਓਪਰੇਟਿੰਗ ਦਬਾਅ (MPa) | 31.5 | ||||
| ਪਾਇਲਟ ਅਨੁਪਾਤ | 4.7:1 | 4.4:1 | 4.6:1 | 3.8:1 | 3.2:1 |
| ਵਾਲਵ ਬਾਡੀ (ਮਟੀਰੀਅਲ) ਸਤ੍ਹਾ ਦਾ ਇਲਾਜ | (ਸਟੀਲ ਬਾਡੀ) ਸਤ੍ਹਾ ਸਾਫ਼ ਜ਼ਿੰਕ ਪਲੇਟਿੰਗ | ||||
| ਤੇਲ ਦੀ ਸਫਾਈ | NAS1638 ਕਲਾਸ 9 ਅਤੇ ISO4406 ਕਲਾਸ 20/18/15 | ||||
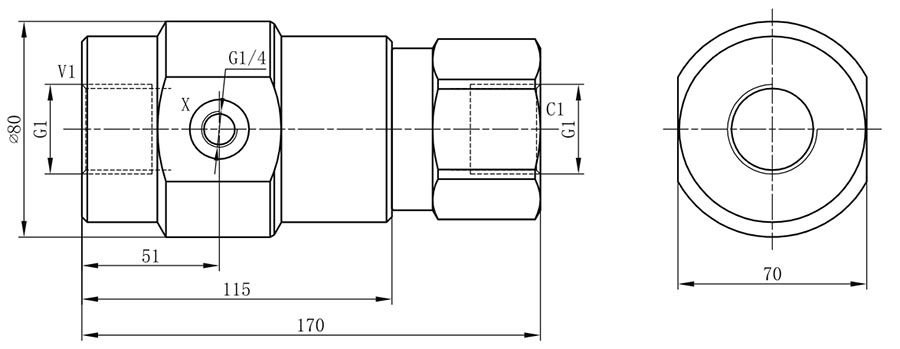
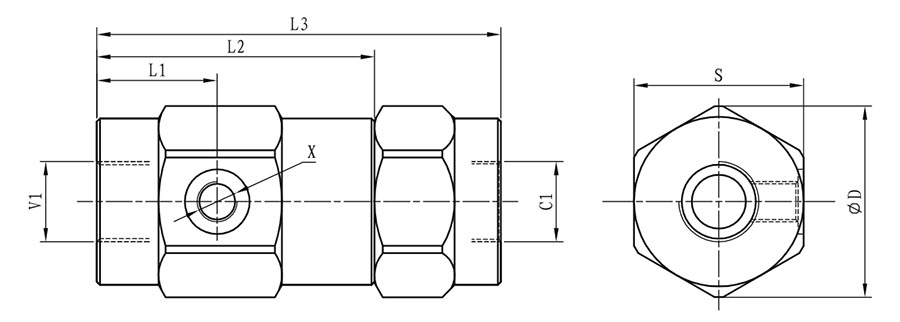
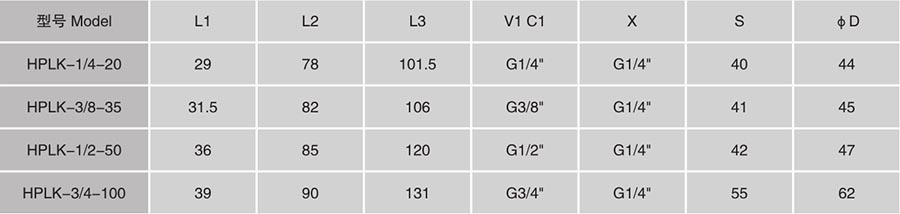
HPLK ਇੰਸਟਾਲੇਸ਼ਨ ਮਾਪ
HPLK-1-150 ਇੰਸਟਾਲੇਸ਼ਨ ਮਾਪ