





MCV CHECK VALVES are essential components in hydraulic systems. They control fluid flow in one direction only. This fundamental role ensures system integrity. HANSHANG designs these valves for optimal performance. They prevent fluid from reversing its path. This unidirectional flow control is crucial for many applications.
Key Takeaways
- MCV CHECK VALVES control fluid flow in one direction. They stop fluid from going backward. This protects hydraulic systems from damage.
- These valves help hold heavy loads in place. They keep pressure steady. This makes machines like lifts safer and more efficient.
- Keeping hydraulic fluid clean is important. Clean fluid helps MCV CHECK VALVES work well. It makes them last longer.
How MCV CHECK VALVES Work
The Mechanics of Unidirectional Flow
Check valves fundamentally control fluid movement. They permit fluid flow in one direction only. This mechanism automatically blocks any flow attempting to move in the opposite direction. This unidirectional control is vital for maintaining system integrity and preventing backflow. The internal design of these valves ensures this one-way operation, safeguarding hydraulic components from damage caused by reverse fluid motion.
Key Components and Their Interaction
A typical check valve comprises several essential parts. These include a valve body, a poppet or ball, a spring, and a seat. The valve body houses all internal components. The poppet or ball functions as the sealing element. A spring consistently holds the poppet against the seat. This spring pressure keeps the valve closed when no fluid flow occurs or when pressure is insufficient to open it.
Pressure Differential and Valve Actuation
Fluid pressure from the inlet side pushes against the poppet. When this inlet pressure overcomes the spring force, the poppet lifts from its seat. Fluid then flows freely through the valve. If pressure on the outlet side becomes higher than the inlet, or if inlet pressure drops, the spring and back pressure push the poppet back onto the seat. This action seals the valve, effectively stopping any reverse flow. Some advanced MCV CHECK VALVES also incorporate pilot pressure, allowing controlled opening of the valve to release held loads, adding another layer of operational flexibility.
Types and Applications of MCV CHECK VALVES
Direct Operated MCV CHECK VALVES
Direct operated check valves represent the simplest form. Fluid pressure directly acts on the poppet or ball. When inlet pressure exceeds the spring force, the valve opens. This allows fluid to flow. If pressure drops or reverses, the spring and back pressure close the valve. They offer straightforward, reliable unidirectional flow control.
Pilot Operated MCV CHECK VALVES
Pilot operated check valves offer enhanced control. They allow fluid to flow freely in one direction. However, they block reverse flow until an external pilot pressure is applied. This pilot pressure unseats the poppet, permitting reverse flow when desired. These valves excel at “no-leakage long-term pressure holding / load locking.” For instance, a pilot ratio of 3:1 means the pilot pressure needed to open the valve is approximately one-third of the working pressure.
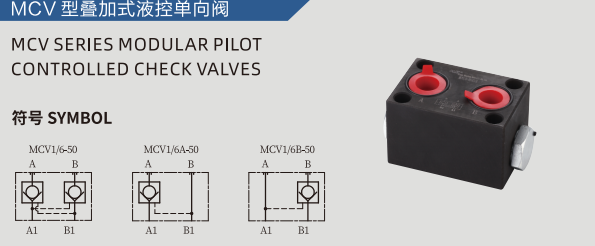
Modular (Sandwich) MCV CHECK VALVES
Modular check valves feature a stacking design. Manufacturers can directly mount them between other hydraulic components, such as directional control valves and subplates. This design simplifies system assembly. It also reduces piping requirements. This integration saves space and minimizes potential leak points.
Specific Applications of MCV CHECK VALVES
MCV CHECK VALVES find use in various hydraulic systems. They are crucial for applications requiring load holding. Examples include lifting platforms and clamping mechanisms. These valves prevent loads from drifting downwards. They also ensure secure clamping. Their ability to maintain pressure and prevent backflow enhances system safety and efficiency across many industrial and mobile hydraulic machines.
Optimizing Hydraulic System Operations with MCV CHECK VALVES
Preventing Backflow and System Damage
Hydraulic systems rely on precise fluid movement. Unintended reverse flow, or backflow, can cause significant problems. It leads to pressure drops, component wear, and even catastrophic system failure. MCV CHECK VALVES act as vigilant guardians. They immediately block fluid attempting to move against the intended direction. This action protects sensitive components like pumps and actuators from damaging pressure surges. It also prevents contamination from flowing back into clean areas of the system. By ensuring unidirectional flow, these valves maintain system integrity and extend the lifespan of expensive hydraulic equipment.
Maintaining Pressure and Load Holding
Many hydraulic applications require holding a load or maintaining pressure for extended periods. Without proper control, gravity or external forces can cause loads to drift. MCV CHECK VALVES excel at this critical task. Specifically, pilot-operated versions offer “no-leakage long-term pressure holding / load locking.” They effectively seal a hydraulic cylinder or motor, preventing fluid escape and keeping the load securely in position. This capability is indispensable for machinery such as lifting platforms, cranes, and clamping devices. It ensures the load remains stable even when the pump is off or the directional valve is centered.
Enhancing System Efficiency and Response
Efficient hydraulic systems minimize energy waste and respond quickly to commands. MCV CHECK VALVES contribute significantly to both aspects. By preventing backflow, they ensure that energy expended to move fluid translates directly into useful work. This eliminates energy losses associated with fluid recirculation. Furthermore, maintaining consistent pressure within specific parts of the circuit allows actuators to respond more predictably and rapidly. Modular (sandwich) designs also reduce complex piping. This minimizes pressure drops and improves overall flow efficiency, leading to faster cycle times and better machine performance.
Ensuring Safety in Hydraulic Circuits
Safety is paramount in any industrial or mobile hydraulic application. Uncontrolled movement of heavy loads or sudden pressure loss poses serious risks to operators and equipment. MCV CHECK VALVES play a vital role in enhancing safety. Their ability to lock loads securely prevents accidental lowering or shifting. This protects personnel working near or under hydraulic machinery. They also act as a safety barrier, isolating sections of a circuit. This prevents a failure in one part from cascading throughout the entire system. By providing reliable load holding and preventing unexpected movements, these valves contribute to a safer working environment.
Common Issues and Maintenance for MCV CHECK VALVES
Even robust components like MCV CHECK VALVES require attention to ensure optimal performance. Common issues include contamination, wear of the poppet or seat, and spring fatigue. Contamination in the hydraulic fluid can cause the valve to stick open or closed, leading to leakage or failure to operate. Worn components can result in internal leakage, reducing the valve’s effectiveness in holding pressure. Spring fatigue might prevent the valve from closing properly. Regular maintenance practices are crucial. These include maintaining fluid cleanliness to NAS1638 Class 9 / ISO4406 Class20/18/15 standards, periodic inspection for wear, and timely replacement of worn parts. Proper installation also prevents many operational problems.
MCV CHECK VALVES prevent backflow, maintain pressure, and enhance system efficiency. They also ensure safety in hydraulic circuits. These essential functions highlight their critical benefits. MCV CHECK VALVES play an indispensable role in modern hydraulic systems, ensuring reliable and secure operations across various applications.
FAQ
What is the primary function of an MCV CHECK VALVE?
An MCV CHECK VALVE primarily allows fluid flow in one direction. It automatically blocks any fluid attempting to move in the opposite direction. This prevents backflow and protects hydraulic components.
How do pilot-operated MCV CHECK VALVES differ from direct-operated ones?
Pilot-operated valves allow reverse flow only when an external pilot pressure is applied. Direct-operated valves block reverse flow automatically without external control. This provides enhanced load holding.
Why is fluid cleanliness important for MCV CHECK VALVES?
Clean fluid prevents contamination from causing valve sticking or wear. Contaminants can lead to leakage or operational failure. Maintaining cleanliness ensures reliable valve performance and longevity.